金刚石研磨膏与金刚砂抛光膏 10种规格详解及其在金刚石工具中的应用

在现代精密加工、模具制造、珠宝首饰及五金工具领域,抛光与研磨是实现高精度、高光洁度表面的关键工序。金刚砂抛光膏和金刚石研磨膏作为两类核心的研磨抛光材料,因其卓越的硬度和切削性能而备受青睐。本文将结合“世界工厂网中国产品信息库”等平台信息,系统介绍这两类产品常见的10种规格,并阐述其在金刚石工具及相关五金工具行业中的具体应用。
一、产品概述:金刚砂 vs. 金刚石
- 金刚砂抛光膏:通常指以碳化硅(SiC)或刚玉(Al₂O₃)等硬质磨料为主要成分的膏状制品。其硬度高、韧性好、成本相对较低,适用于钢铁、有色金属、玻璃、陶瓷等材料的粗抛与中抛,能快速去除较大余量和划痕。
- 金刚石研磨膏:以人造或天然金刚石微粉(钻石微粉)为磨料,是已知硬度最高的研磨材料。其颗粒尖锐,切削效率极高,主要用于硬质合金、陶瓷、光学玻璃、宝石、金刚石工具本身等超硬材料的精磨和超精抛光,以达到镜面效果和极高的尺寸精度。
二、10种常见规格详解
规格的划分主要依据磨料粒度(目数或微米)和载体/膏体成分。以下是一个典型的规格系列:
按粒度划分(从粗到细):
1. 粗磨级(W40-W20):对应粒度约40-20微米。用于整形和去除严重损伤层,切削力强,速度快。
2. 中磨级(W14-W7):对应粒度约14-7微米。用于消除粗磨痕迹,获得平整表面。
3. 精磨级(W5-W3.5):对应粒度约5-3.5微米。为最终抛光做准备,表面粗糙度显著降低。
4. 粗抛光级(W2.5-W1.5):对应粒度约2.5-1.5微米。开始产生光泽,适用于大部分精密零件的最终抛光。
5. 精抛光/镜面级(W1.0及以下):如W1.0, W0.5, W0.1等。用于实现超精密镜面抛光,表面粗糙度可达Ra0.01微米以下。
按载体/膏体类型划分:
6. 油基膏体:润滑性好,散热佳,适用于金属材料的精密研磨,防锈。
7. 水基膏体:清洗方便,环保,常用于光学元件、晶体等非金属材料。
8. 脂基膏体:附着力强,不易飞溅,适合手工抛光或小面积作业。
按金刚石浓度划分(主要针对金刚石研磨膏):
9. 高浓度型:金刚石含量高,切削寿命长,适合高效率加工。
10. 标准浓度型:均衡切削力与成本,满足大多数常规精密抛光需求。
三、在五金、工具及金刚石工具领域的应用
在“五金、工具”大类及专业的“金刚石工具”制造与维护中,这些研磨膏扮演着不可或缺的角色:
- 金刚石工具的制造与修整:
- 金刚石锯片、钻头、砂轮的刀头抛光:使用金刚石研磨膏对烧结后的金刚石复合片(刀头)表面进行抛光,降低摩擦阻力,提高切割效率和寿命。
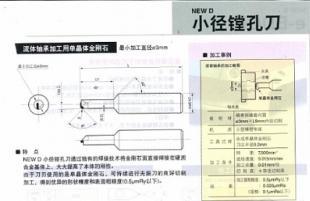
- 金刚石修整滚轮、修整笔的精密成型:在制造用于修整砂轮的钻石修整工具时,需要最精细的金刚石膏进行超精加工。
- 硬质合金工具的刃口抛光:
- 车刀、铣刀、钻头等硬质合金刀具在刃磨后,使用金刚石研磨膏进行刃口抛光(刃口钝化),可以去除微崩缺,提高刃口强度、光洁度和耐磨性,显著延长刀具寿命。
- 模具行业的精密抛光:
- 塑胶模具、压铸模具、冲压模具的模腔抛光,尤其是高硬度钢材(如SKD61、钨钢)模具,必须使用金刚石研磨膏才能达到镜面要求(#10000以上)。金刚砂抛光膏则常用于前期较粗阶段的打磨。
- 精密测量工具与机械零件:
- 量规、塞规、精密轴、轴承、丝杠等五金工具和核心部件的最终超精加工,保证其尺寸精度和配合性能。
- 通用五金件的表面处理:
- 对不锈钢、铜、铝等五金制品进行去毛刺、拉丝、亮光等表面处理,金刚砂抛光膏因其经济性而被广泛使用。
四、选择与使用建议
- 循序渐进:抛光作业必须严格按照从粗到细的粒度顺序进行,不可跳级,否则难以去除上一道工序的划痕。
- 匹配材料:加工超硬材料首选金刚石研磨膏;加工普通金属、非金属,金刚砂抛光膏往往更具性价比。
- 配合工具:手工抛光可用羊毛轮、牛皮轮;精密抛光则需依赖研磨机、抛光机,并配合合适的抛光布(如绒布、丝绸、聚氨酯垫)。
- 清洁彻底:每更换一道粒度,都必须将工件和工具彻底清洗干净,防止残留粗颗粒划伤已精加工的表面。
###
金刚砂抛光膏与金刚石研磨膏,通过10种乃至更丰富的规格梯度,为现代制造业提供了从粗加工到纳米级超精加工的完整解决方案。在“世界工厂网”这类B2B平台上,采购商可以根据具体的加工材料、精度要求和预算,精准匹配所需的产品规格。理解它们的特性和应用场景,对于五金工具制造商、金刚石工具生产商以及所有追求极致工艺的工程师而言,是提升产品质量与竞争力的关键技术知识。
如若转载,请注明出处:http://www.usvozqvpc.com/product/15.html
更新时间:2026-03-21 09:34:24